
office@braint3d.com

0670 659 0066

.svg)
WhatsApp
40+ Rezensionen
5,0
.avif)
.jpg)

Warum ein gutes 3D-Modell mehr als eine schöne Form braucht und wie Sie den Sprung von der Idee zur fertigen Druckdatei schaffen
Lesezeit
10
Minuten
Autor
Yousef El-Bahrawy
Das Wichtigste in Kürze
Ein gutes 3D-Modell ist mehr als eine schöne Form. In der industriellen Praxis entscheidet erst die Verbindung aus gestalterischem Anspruch und technischer Durchdringung, ob ein Bauteil tatsächlich gefertigt werden kann. Viele Modelle scheitern nicht an der Idee – sie scheitern an der fehlenden Übersetzung in eine druckreife Datei. Genau hier liegt der professionelle Unterschied.
Ein visuell überzeugendes Modell erfüllt noch lange nicht die Anforderungen an die additive Fertigung. In der Praxis begegnen uns immer wieder Modelle, die in Rendering-Software wie Blender oder Cinema 4D perfekt aussehen – aber beim Export als STL oder STEP-Datei fundamentale Probleme offenbaren. Typische Fehler lassen sich in wenige Kategorien einteilen:
Zu geringe Wandstärken: Im FDM-Druck benötigen Wände mindestens 1,2 mm Dicke, um strukturell stabil zu sein – das entspricht etwa drei Bahnbreiten bei einer Standard-Düse von 0,4 mm. Modelle aus Visualisierungssoftware arbeiten oft mit hauchdünnen Flächen, die in der Realität schlicht nicht gedruckt werden können. Im SLA-Verfahren sind zwar dünnere Wändemöglich (ab ca. 0,5 mm), doch auch hier gibt es verfahrensbedingte Grenzen.
Ungünstige Überhänge: Flächen, die in einem Winkel von weniger als 45° zur Horizontalen gedruckt werden, benötigen Stützstrukturen. Ohne diese sackt das extrudierte Material ab und erzeugt unsaubere Oberflächen oder Druckabbrüche. Ein fertigungsgerechtes Modell berücksichtigt die Bauteilorientierung bereits in der Konstruktionsphase – nicht erst im Slicer.
Nicht definierte Toleranzen: Passungen, Schraubaufnahmen und Montagegeometrien benötigen definierte Maßtoleranzen. Im FDM-Druck liegen typische Maßabweichungen bei ±0,2 bis ±0,5 mm, abhängig von Material, Drucker und Schichthöhe. Wer diese Werte nicht einplant, erhält Teile, die entweder zu stramm sitzen oder wackeln.
Offene Kanten und Volumenfehler: Ein druckbares Modell muss ein geschlossenes Volumen (sogenanntes „Manifold“) darstellen. Non-Manifold-Kanten, sich selbst schneidende Flächen oder invertierte Normalen führen dazu, dass der Slicer das Modell nicht korrekt interpretieren kann. Das Ergebnis: Lücken in der Druckbahn, fehlende Schichten oder ein komplett abgebrochener Druck.
Ohne Engineering bleibt Design reine Visualisierung. Der Schritt von der Form zur Funktion erfordert technisches Verständnis – und genau diesen Schritt unterschätzen viele.
Jedes physische Produkt beginnt mit einer gestalterischen Entscheidung. Design definiert Proportionen, Oberflächen, Ergonomie und visuelle Wirkung. In dieser Phase steht die Idee im Vordergrund – das Modell darf frei entstehen, ohne Rücksicht auf Fertigungsprozesse. Ob ein Gehäuse organisch fließen soll, ob eine Griffschale perfekt in der Hand liegt oder ob ein Architekturmodell die Raumwirkung eines Gebäudes transportiert: Hier zählt die kreative Intention.
Tools wie Blender, Rhino oder ZBrush eignen sich hervorragend für diese Phase. Sie erlauben freies Modellieren, Sculpting und schnelles Iterieren über Formvarianten. Doch spätestens beim Übergang zur Fertigung beginnt der technische Teil – und genau an diesem Übergang gehen viele Projekte verloren. Ein Modell, das auf dem Bildschirm überzeugend wirkt, muss nicht zwangsläufig als physisches Bauteil funktionieren.
Engineering transformiert Design in Funktion. Es beantwortet die entscheidende Frage: Wie wird aus einer Form ein belastbares, druckbares und reproduzierbares Bauteil? Dieser Prozess umfasst mehrere Ebenen:
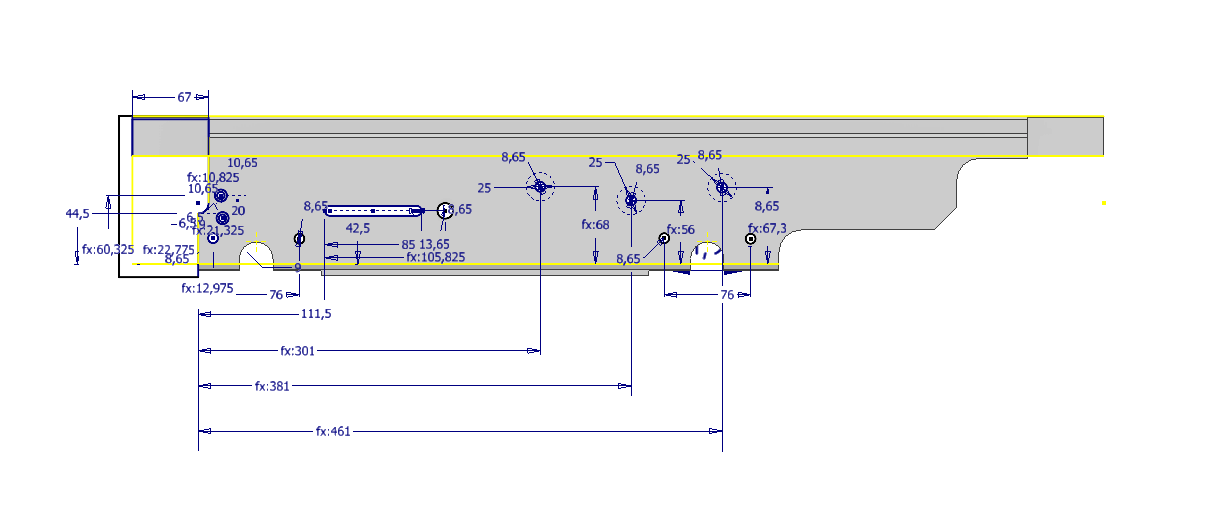
Technische Definition der Geometrie: Jede Fläche, jede Kante und jeder Radius wird auf Fertigbarkeit geprüft. Im 3D-Druck bedeutet das konkret: Sind alle Radien groß genug, um vom Drucker aufgelöst zu werden? Gibt es Bereiche, die aufgrund der Schichtauflösung (typisch: 0,1 bis 0,3 mm Schichthöhe) nicht sauber dargestellt werden können? Sind Bohrungen und Passungen so dimensioniert, dass die druckbedingte Schrumpfung berücksichtigt ist?
Auslegung von Wandstärken und Strukturen: Dünnwandige Bereiche werden verstärkt, hochbelastete Zonen mit Rippen oder Verrundungen stabilisiert. Dabei kommt es auf das Zusammenspiel von Materialwahl und Geometrie an: Ein PLA-Bauteil mit 2 mm Wandstärke verhält sich bei Belastung grundlegend anders als dasselbe Design in PA (Nylon) oder Carbon-gefülltem PETG.
Berücksichtigung von Belastungen: Bauteile, die mechanischen, thermischen oder chemischen Beanspruchungen ausgesetzt sind, erfordern eine gezielte Materialauswahl und konstruktive Anpassung. Ein Gehäuse für den Außeneinsatz braucht UV-beständiges ASA statt PLA. Eine Vorrichtung im Motorraum verlangt temperaturbeständiges PC oder PA.
Anpassung an den Druckprozess: Die Bauteilorientierung im Druckraum, die Platzierung von Stützstrukturen, die Wahl von Infill-Muster und -Dichte – all das beeinflusst nicht nur die Druckzeit und Kosten, sondern auch die mechanischen Eigenschaften des fertigen Teils. Ein Bauteil, das liegend gedruckt wird, hat entlang der Z-Achse andere Festigkeitswerte als eines, das stehend aufgebaut wird.
Erst durch diesen Engineering-Schritt entsteht ein Bauteil, das nicht nur gut aussieht, sondern zuverlässig funktioniert.
[[cta]]
Die Überführung eines Designmodells in eine druckreife Datei folgt einem strukturierten Prozess. Wer diesen Weg kennt, vermeidet Fehldrucke, spart Material und verkürzt die Entwicklungszeit erheblich.
Im ersten Schritt wird das Modell auf strukturelle Integrität geprüft. Geschlossene Volumenkörper sind die Grundvoraussetzung – offene Flächen oder Non-Manifold-Kanten machen jede Druckdatei unbrauchbar. Saubere Flächenübergänge, korrekte Maßhaltigkeit und eine konsistente Netzstruktur bilden die Basis. Tools wie Meshmixer, Netfabb oder die integrierte Analysefunktion von Fusion 360 helfen, solche Fehler frühzeitig zu erkennen und zu beheben.
Je nach gewähltem Druckverfahren – FDM, SLA oder SLS – werden unterschiedliche Anpassungen vorgenommen. Wandstärken werden an die Mindestanforderungen des Verfahrens angepasst, Überhänge entschärft oder durch selbsttragende Geometrien ersetzt. Die Bauteilorientierung im Druckraum wird so gewählt, dass kritische Oberflächen optimal aufgebaut werden und Stützstrukturen an unkritischen Stellen sitzen. Dieser Schritt ist der Kern von Design for Additive Manufacturing (DfAM) – ein Ansatz, der bei Braint3D jeden Konstruktionsprozess begleitet.
Materialeigenschaften beeinflussen die Konstruktion grundlegend. PLA eignet sich für Prototypen und Konzeptmodelle mit geringer mechanischer Belastung. PETG bietet höhere Schlagfestigkeit und Chemikalienbeständigkeit. ABS und ASA sind die Wahl für Bauteile, die UV-Strahlung oder höheren Temperaturen standhalten müssen. PA (Nylon) bringt Flexibilität und Abriebfestigkeit mit, während PC (Polycarbonat) bei Anwendungen mit hohen Temperatur- und Schlagbelastungen zum Einsatz kommt. Das CAD-Modell wird gezielt auf die Eigenschaften des gewählten Materials ausgelegt – Wandstärken, Radien und Verbindungselemente variieren je nach Werkstoff.
Design ohne Engineering bleibt Idee. Engineering ohne Design bleibt funktional, aber austauschbar. Erst das Zusammenspiel beider Disziplinen ermöglicht Ergebnisse, die überzeugen: hochwertige Oberflächen bei gleichzeitiger funktionaler Präzision, wirtschaftliche Fertigung mit reproduzierbaren Ergebnissen.
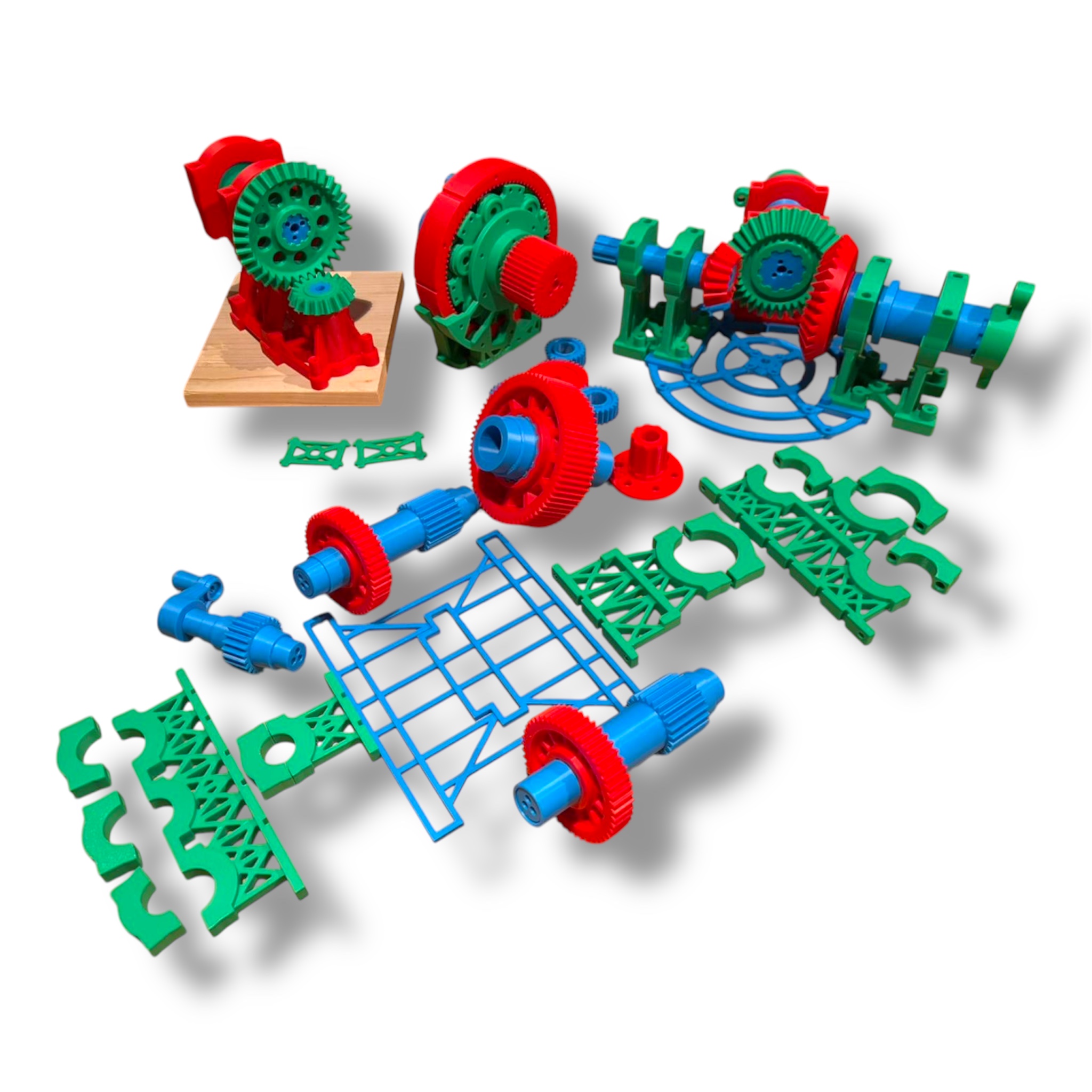
In der Praxis zeigt sich dieses Zusammenspiel an konkreten Entscheidungen: Ein ergonomischer Griff entsteht zunächst als freie Skulptur – organisch, intuitiv, auf Handhabung optimiert. Das Engineering übersetzt diese Form dann in ein druckbares Modell: mit gleichmäßigen Wandstärken, integrierten Montagepunkten und einer Bauteilorientierung, die Sichtflächen sauber hält. Oder nehmen Sie ein Gehäuse für Elektronik: Das Design gibt die Formsprache und Proportionen vor, das Engineering sorgt für korrekte Passungen, Schraubdome, Kabelführungen und ausreichend Platz für die Bestückung.
Genau dieses Zusammendenken ist der Grund, warum bei Braint3D Konstruktion und Fertigung nicht in getrennten Abteilungen stattfinden – sondern in einem integrierten Workflow, vom ersten Entwurf bis zum fertigen Teil.
Aus über 500 Druckaufträgen und 150 Projekten kennen wir die Fehlerquellen, die am häufigsten zu Verzögerungen, Mehrkosten oder unbrauchbaren Bauteilen führen:
Modelle aus Visualisierungssoftware ohne technische Grundlage: Blender, SketchUp oder Cinema 4D erzeugen Mesh-Geometrien, die für Rendering optimiert sind – nicht für die Fertigung. Dreiecksnetze mit inkonsistenten Normalen, doppelten Flächen oder Lücken sind in der Visualisierung unsichtbar, machen den Druck aber unmöglich.
Fehlende Maßdefinition und unklare Bezugsebenen: Ohne eindeutige Bemaßung ist jede Passung Zufall. Besonders kritisch wird es bei Baugruppen, wo mehrere Teile zusammenpassen müssen. Ein Nullpunkt, der mitten im Modell statt auf einer Referenzfläche liegt, erschwert zudem die Ausrichtung im Slicer und die spätere Qualitätskontrolle.
Unrealistische Designannahmen: Filigrane Spitzen unter 0,5 mm Breite, hauchdünne Stegeohne strukturelle Anbindung, freitragende Strukturen über große Distanzen – was am Bildschirm elegant aussieht, kollabiert beim Druck. Die physikalischen Grenzen des gewählten Verfahrens müssen bereits in der Konstruktion berücksichtigt werden.
Diese Fehler sind kein Versagen der Designer – sie sind das Ergebnis eines Prozesses, in dem der Fertigungsschritt zu spät einbezogen wird. Genau deshalb plädieren wir dafür, 3D-Druck nicht als nachgelagerten Schritt zu betrachten, sondern als integralen Teil des Entwicklungsprozesses.
Additive Fertigung entfaltet ihr volles Potenzial, wenn sie nicht am Ende einer Entwicklungskette steht, sondern von Beginn an mitgedacht wird. Konstruktion und Fertigung parallel zu denken – das ist der Kern von Design for Additive Manufacturing (DfAM).
In der Praxis bedeutet das: Bereits beim ersten Konzeptentwurf fließen Druckparameter ein. Welche Schichthöhe ist realistisch? Welche Bauteilorientierung minimiert Stützstrukturen? Welche Geometrien lassen sich mit dem gewählten Material prozesssicher drucken? Wer diese Fragen erst im Slicer stellt, hat den Zeitpunkt für grundlegende Optimierungen verpasst.
Die Vorteile dieses integrierten Ansatzes sind konkret messbar: schnellere Iterationszyklen, weil Prototypen beim ersten Druck funktionieren. Geringerer Materialverbrauch, weil Stützstrukturen durch clevere Geometrie minimiert werden. Stabile Prozesse, weil das Modell von Anfang an auf das Verfahren abgestimmt ist. Und letztlich: seriennahe Bauteile, die sichohne weitere Anpassungen in Kleinserie produzieren lassen.
Bei Braint3D begleiten wir den gesamten Weg vom Konzept zum fertigen Bauteil – nicht in isolierten Schritten, sondern als durchgängigen Prozess. Unsere Arbeitsweise verbindet Designanalyse, Engineering-CAD, Druckdatenaufbereitung, additive Fertigung und Qualitätsprüfung in einem integrierten Workflow.
Konkret bedeutet das: Sie liefern eine Idee, eine Skizze oder ein bestehendes 3D-Modell – und wir prüfen, was davon direkt druckbar ist und wo Engineering-Anpassungen notwendig sind. Wandstärken werden auf das gewählte Material abgestimmt, Toleranzen für Passungen definiert, Bauteilorientierung und Infill optimiert. Das Ergebnis sind druckreife 3D-Modelle, die nicht nur gut aussehen, sondern zuverlässig funktionieren.
Unser Team bringt über 40 Jahre Industrieerfahrung mit, aus mehr als 30.000 Druckstunden und 500 abgeschlossenen Druckaufträgen kennen wir die typischen Fallstricke – und wissen, wie man sie vermeidet. Ob Einzelteil, Kleinserie bis 5.000 Stück oder funktionaler Prototyp: Jeder Auftrag beginnt mit einem kostenlosen Dateicheck und einem ehrlichen Gespräch darüber, was machbar ist.
[[cta]]
Der Weg vom Design zur Fertigung erfordert technisches Verständnis, Erfahrung und Präzision. Nur wenn Design und Engineering zusammenspielen, entsteht ein 3D-Modell, das industriellen Anforderungen gerecht wird. Wer diesen Prozess unterschätzt, zahlt mit Fehldrucken, Nacharbeit und verlorener Zeit. Wer ihn beherrscht, erhält Bauteile, die vom ersten Druck an funktionieren.
Ob Sie eine bestehende Datei druckreif machen möchten oder ein neues Produkt von Grund auf entwickeln: Der entscheidende Faktor ist nicht die Software – es ist das Zusammenspiel aus gestalterischem Anspruch und technischer Durchdringung.
Diese Punkte helfen Ihnen einzuschätzen, ob Ihr Modell bereits für die additive Fertigung geeignet ist – oder ob Engineering-Anpassungen notwendig sind.
■ Das Modell ist ein geschlossenes Volumen (Manifold)
■ Keine offenen Flächen oder Non-Manifold-Kanten
■ Alle Bauteile sind korrekt miteinander verbunden
■ Keine sich selbst schneidenden Geometrien
■ Saubere Übergänge ohne ungewollte Flächenbrüche
■ Wandstärken sind gleichmäßig und materialgerecht (FDM: min. 1,2 mm)
■ Mindestwandstärken des gewählten Druckverfahrens eingehalten
■ Keine extrem dünnen Spitzen oder freitragende Kanten
■ Verstärkungen an hochbelasteten Bereichen vorhanden
■ Funktionsflächen sind klar definiert
■ Kräfte und Belastungen wurden berücksichtigt
■ Bewegliche Teile haben ausreichende Abstände (min. 0,3–0,5 mm Spiel)
■ Verschleißzonen sind konstruktiv angepasst
■ Schraubpunkte, Lager oder Aufnahmen sind ausgelegt
■ Alle relevanten Maße sind eindeutig definiert
■ Passungen für Montage berücksichtigt (FDM-typisch: ±0,2–0,5 mm)
■ Spiel für druckbedingte Maßabweichungen eingeplant
■ Keine rein optischen Maße ohne funktionale Bedeutung
■ Das Druckverfahren (FDM, SLA, SLS) ist bekannt und gewählt
■ Überhänge und Hinterschneidungen berücksichtigt (Faustregel: >45° zur Horizontalen)
■ Bauteilorientierung ist sinnvoll gewählt
■ Stützstrukturen sind einkalkuliert
■ Nachbearbeitung (Schleifen, Beschichten, Lackieren) wurde mitgedacht
■ Materialeigenschaften passen zur Anwendung (Festigkeit, Temperatur, Chemie)
■ Belastungs- und Umweltbedingungen sind bekannt
■ Steifigkeit oder Flexibilität wurde berücksichtigt
■ Oberflächenqualität entspricht der Anforderung
■ Sichtflächen sind klar definiert und in der Bauteilorientierung berücksichtigt
■ Radien und Übergänge sind bewusst gesetzt (keine scharfen Kanten ohne Funktion)
■ Keine unnötig komplexen Details, die die Druckzeit erhöhen
■ Design ist mit dem Fertigungsverfahren abgestimmt
■ CAD-Daten liegen im geeigneten Format vor (STEP, STL, 3MF)
■ Keine reinen Mesh-Dateien ohne technische Grundlage
■ Maßstab stimmt (1:1 in mm)
■ Nullpunkte und Bezugsebenen sind logisch gesetzt
Hinweis und Ausblick: Dieser Beitrag ist Teil einer wachsenden Blogreihe zur professionellen
3D-Modellierung und additiven Fertigung. Weitere Artikel zu Warping, Zahnrädern aus dem 3D-Drucker
und CAD-Software finden Sie in unserem Blog.


.jpg)
